涂塑鋼管生產設備包括堿洗裝置,酸洗裝置,熱鍍鋅設備,無源設備,清洗設備,堿洗裝置分別與酸堿中和池和連接到風機裝置的鈍化,鍍鋅,裝置分別與風機相連的管道,在鈍化槽干燥裝置,感應加熱裝置,涂布裝置,固化裝置,冷卻裝置。排氣管的兩端分別與涂布裝置和固化設備的連接。完成鍍鋅,在一個單一的裝置的塑料生產,簡化了工藝,提高了生產效率,縮短生產周期,降低了材料的運輸和儲存設施和人員都是沒有必要的,實現(xiàn)了一機多用的效果,產品質量已達到國家標準。
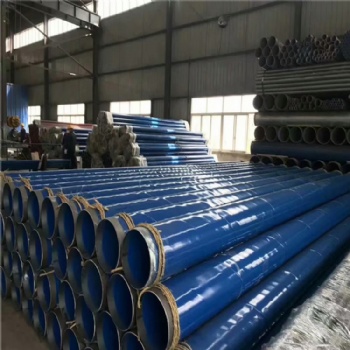
滄州正泰 藍色內外涂塑螺旋鋼管 工藝要求:1、涂層附著力:聚乙烯涂塑層附著力≥30N/cm,環(huán)氧樹脂涂層的附著力為1~3級。2、彎曲性能:公稱通徑不大于50mm鋼塑管進行彎曲,彎曲后不發(fā)生裂紋,鋼與內外塑層之間不發(fā)生分層現(xiàn)象。3、壓扁性能:公稱通徑大于50mm,不超過600mm的鋼塑管進行壓扁,壓扁后不發(fā)生裂紋,鋼與內外塑層之間不發(fā)生分層現(xiàn)象。4、衛(wèi)生要求:輸送生活飲用水、冷熱水的鋼塑管的內塑料層應符合GB/T 17219的要求。5、涂覆塑層針孔試驗:用電火花檢測儀,對提供試驗的鋼塑管的整個內外表面進行檢查,檢測時不應有電火花產生。6、耐火性能試驗:消防用鋼塑管應能承受耐火性能試驗15min,試驗后應無泄漏和變形損壞。